Tool Trajectory Parameters: Turning  > VoluTurn
> VoluTurn  - VoluTurn Tab
- VoluTurn Tab
Remove turning material using a cutter with a round insert. Smooth flowing
motions are created that evenly distribute wear on tool inserts. VoluTurn
is particularly well-suited to machining tough materials such as titanium
and hardened steels.
Used for high-speed roughing using a round insert.
The Tool Trajectory parameters for Turning > VoluTurn are displayed in a dialog. The VoluTurn tab is displayed below.
|
|
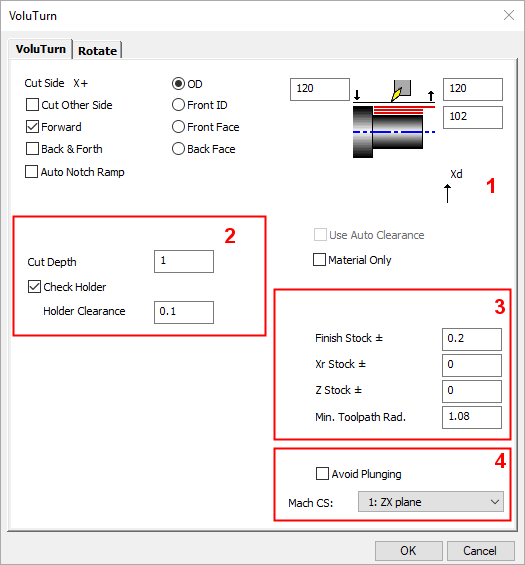
VoluTurn Cut Options |
||||
|
|
These checkboxes indicate the direction the tool will move along the designated cut shape. |
|||
|
Cut Side X+ |
Cut Side tells you which side (usually X+ or X-) will be cut. To flip
the positioning, select or deselect the Cut Other Side checkbox.
|
|||
|
Cut Other Side |
||||
|
Forward |
This indicates the direction the tool will move along the designated cut shape. |
|||
|
Back & Forth |
When this checkbox is ON |
|||
|
Auto Notch Ramp |
When this checkbox is ON Ramping is a tool entry method whereby the tool enters the part by gradually increasing in depth, preventing any shock loading on the tool to avoid poor tool life or premature tool failure. The angle of entry is determined by a defined ramp angle.
|
|||
|
Approach/Retract Type |
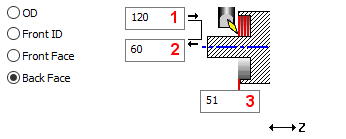
The Approach/Retract Type selection designates the axis along which the tool will approach and retract from the part. These are similar for all Turning procedures, with the exception of Lathe Drill. On most turning machines, X is radial and Z is axial, as shown below.
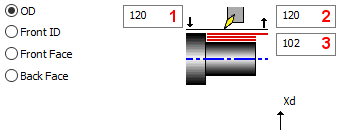
The OD (Outside
Diameter of the part) and Front ID (Front
Inside Diameter
of the part) approach type options specify that the tool approaches and
retracts radially along the X axis, on most turning machines. Once the Approach Type is selected, the corresponding Clearance diagram appears in the Process dialog. The boxes with the arrows next to them represent the Entry and Exit Clearance Positions that the tool may use when approaching and retracting from the part; both boxes are labeled with arrows going towards and away from the part, respectively. The Entry and Exit Clearance Positions are only required when Auto Clearance is turned OFF. |
|||
|
OD |
The OD approach type option deploys the toolpath on the Outer Diameter of the part. For this option, the following Clearance Diagram is displayed:
|
|||
|
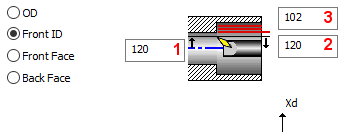
Front ID |
The Front ID approach type option deploys the toolpath on the Front Inner Diameter of the part. For this option, the following Clearance Diagram is displayed:
|
|||
|
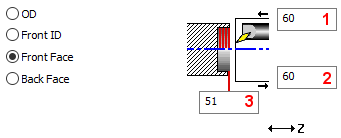
Front Face |
The Front Face approach type option deploys the toolpath onto the Front Face (Z+) of the part. For this option, the following Clearance Diagram is displayed:
|
|||
|
Back Face |
The Back Face approach type option deploys the toolpath onto the Back Face (Z-) of the part. For this option, the following Clearance Diagram is displayed:
|
|||
|
Auto Clearance |
Specify whether the clearance positions are to be calculated automatically
by the system or are fixed positions based on a user-defined part clearance
position. The Auto Clearance option performs several functions when it is turned on. It will calculate the part clearances in both Z and X that are used to position the tool between each operation. These positioning moves will be dynamically calculated for each operation. This means that as the stock conditions of the part change as material is removed, the clearance positions will adjust accordingly. When Auto Clearance is ON, the system will also take into account where the tool needs to be to begin the next operations' toolpath when calculating the positioning moves. Additionally, the Auto Clearance function may add entry and/or exit moves to the toolpath in order to safely maneuver around the part. The Auto Clearance function generates the most efficient positioning moves around a part. However, canned cycles cannot be used in conjunction with Auto Clearance. In order to use canned cycles, which are turned on in Process (Tool Trajectory) dialogs by selecting the Prefer Canned option, Fixed Clearance positions must be used. The Auto Clearance option requires the user to enter an offset amount from the part stock that the system uses to calculate the clearance positioning moves between operations. Because the stock conditions are constantly changing as material is removed from the part, in order to optimize the toolpaths, an offset amount is used for positioning rather than absolute positions. Fixed clearance, which is used when Auto Clearance is turned off, uses absolute positions. When this option is OFF,
fixed clearance positions are used by the system to calculate clearance
moves. In this case, you need to enter an overall part clearance in the
Clearance
& UCS Motion Parameters (in the Xr/Xd
and Z text boxes), as well as
Entry and Exit Clearance Positions in the Process dialogs for each operation.
When using canned cycles, fixed clearance positioning should be used. When the Auto Clearance option is turned OFF, fixed clearance positions are used by the system to calculate clearance moves. The user must enter an overall part clearance in the Clearance & UCS Motion Parameters, as well as Entry and Exit Clearance Positions in the Process dialogs for each operation. When using canned cycles, fixed clearance positioning should be used. The overall part clearance is entered in the Clearance & UCS parameters in the Xr/Xd and Z text boxes that become active when Auto Clearance is turned off. They designate the position the tool will rapid to and from during a tool change. This position will also be used when moving from one approach type to another between operations that use the same tool. The absolute positions specified in the Xr/Xd and Z text boxes are locations the tool can rapid to when moving around the part. One or both of these fixed positions are used whenever a tool is moving to the start point of the toolpath or exiting from the toolpath. Where the tool moves when approaching and retracting from the part depends on the Approach Type selected and the positions specified in the Clearance Diagrams in the Process dialog.
|
|||
|
When this option is ON, the system keeps track of material that has already been removed. Calculations are performed on the exact shape of material left from the initial stock shape and all prior machining operations. The toolpath will only feed over areas that have not yet been machined in previous operations, providing for "no air cutting." Because of this, the order of operations directly affects how the part will be cut. If the order of operations is changed or operations are added or removed, all operations should be recalculated in order to account for the change. When this option is OFF,
the X Stock Start Position is
displayed in the Clearance Diagram. The X
Stock Start Position designates the position from which the
first cut will be calculated.
|
||||
|
|
||||
VoluTurn Cut Parameters |
||||
|
|
||||
|
Cut Depth |
Enter a value to specify the depth of cut the tool will make on each pass. |
|||
|
Check Holder / Holder Clearance |
To enable toolholder collision checking, select the Check Holder checkbox and specify a clearance value for the holder. |
|||
|
|
||||
VoluTurn Stock Parameters |
||||
|
|
||||
|
Finish Stock ± |
Specify the minimum amount of material that will be left on the cut shape after a toolpath is completed. |
|||
|
Xr Stock ± (Xd Stock ±) |
Specify any additional stock amount for the X axis. (If your machine's radial approach is not along X, the parameter's name will echo the radial axis.) This is the amount of material that will be left on the cut shape along the radial axis only. |
|||
|
Z Stock ± |
Specify any additional stock amount for the Z axis. (If your machine's axial approach is not along Z, the parameter's name will echo the axial axis.) This is the amount of material that will be left on the cut shape along the axial axis only. |
|||
|
Min. Toolpath Rad. |
VoluTurn cuts use smooth circular motions, reducing jerky motions and wear on tool inserts. Specify the minimum toolpath radius. |
|||
|
|
||||
VoluTurn Machining Parameters |
||||
|
|
||||
|
Avoid Plunging |
When this checkbox is ON |
|||
|
Machining CS |
If your part has multiple UCSs, select the coordinate system to be used for this operation, from the dropdown list. The system will output the appropriate rotation moves to correctly position the part to cut using the selected UCS. The tool always approaches the part and cuts along the positive depth axis of the selected machining coordinate system. |
|||
|
|
||||