Springback Deform  / Advanced Warping
/ Advanced Warping 



Access: Open this function from one of the following locations:
Access: Open this function from the following location:
-
Select Die Design > Springback > Springback Deform from the menu bar.
-
Select Springback > Springback Deform from the following Die Design Guide: Die Process Design Guide (Forming).
-
Select Solid > Warp > Advanced Warping from the menu bar.
Note: The Springback Deform function is also available to users who do not require the Die application. In this case, it is called Advanced Warping and is nearly identical to the Springback Deform function (with the exception of some parameter names).
Advanced Warping Note: The availability of this function is license dependent; contact your Reseller for the appropriate license.
Often, sheet metal parts require over-bending to compensate for elasticity of the metal. Using a combination of professional experience and Finite Element Analysis (FEA) tools, you can determine the required over-bending extent, enabling you to model the forming shape as necessary.
This function uses springback data to compensate for springback during the tool development phase, to reduce expensive and time-consuming tryouts. This springback data is created either by a Finite Element application (by measuring after completing a test operation) or by using your die maker experience.
|
|
This example shows a single dimension for the springback, but in reality there are multi-dimensional interactions on many different areas on the part and their springback interacts with adjacent areas, introducing new strain. |
Steel and aluminum (two common stamped materials) exhibit both elastic and plastic deformation tendencies.
- Elastic deformation (springback), is inherent to all stamped sheet metals and is non-permanent - the material recovers.
- Plastic deformation is the permanent shape change intended for a sheet metal part. Beyond the elastic limit the material undergoes plastic deformation.
Ductile materials undergo large plastic deformations before fracturing, whereas brittle materials undergo very little plastic deformation.
Due to this elastic deformation, it is necessary to over-bend the sheet a precise amount to achieve the desired bend radius and bend angle. The amount of springback depends upon several factors, including the material, thickness (the thicker the material, the less the springback), grain direction of the metal to be bent (bending with the grain gives a different result than bending against it), bending operation, bend radius and bend angle.
Usage Example
|
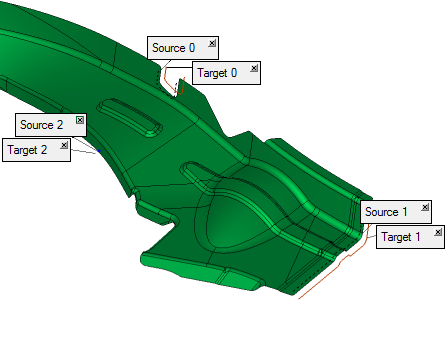
An unlimited number of target points (end conditions) can be set for the deformation. Specific areas can also be defined as static. |
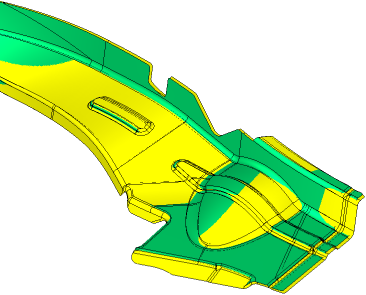
Below is an example of the original (green) part (start conditions) and the deformed (yellow) part (end conditions) one on top of the other after the deformation operation has successfully been performed. |
|
|
|
General Interaction
The following is the Feature Guide for Springback Deform or Advanced Warping.
|
|
|
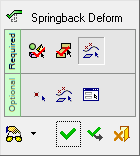

Required Step 1 ![]() : Pick an object.
: Pick an object.
Required Step 2 ![]() : Pick fixed constraints (faces, edges or points lying on the object).
: Pick fixed constraints (faces, edges or points lying on the object).
Required Step 3 ![]() : Define coincident constraints and the punch direction. Pick pairs (source/target) of constraints and set the punch direction. These constraints can be edges, curves, sketches, composites, wire curves or points.
: Define coincident constraints and the punch direction. Pick pairs (source/target) of constraints and set the punch direction. These constraints can be edges, curves, sketches, composites, wire curves or points.
Optional Step 1 ![]() : Define offset constraints. Pick points on the object and set the offset value and side.
: Define offset constraints. Pick points on the object and set the offset value and side.
Optional Step 2 ![]() : Define 2D (section) constraints. Pick 2D section (composite/sketch) and define offset values/points.
: Define 2D (section) constraints. Pick 2D section (composite/sketch) and define offset values/points.
Optional Step 3 ![]() : Use a constraint output file. Load a CSV file (table of points) and adjust the source and target points, defined from the previous steps of this function, to set the final target points.
: Use a constraint output file. Load a CSV file (table of points) and adjust the source and target points, defined from the previous steps of this function, to set the final target points.
Detailed Interaction
See Options and Results.