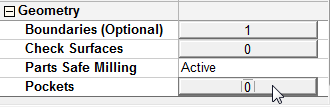
Pockets
![]()
![]()
Access: Open this function from the following location:
-
Pocket selection mode:
Either press the button in the Work Mode Dialog (if you are in Wizard Mode), or display the Geometry parameters in the parameter tables.
button in the Work Mode Dialog (if you are in Wizard Mode), or display the Geometry parameters in the parameter tables.
The Geometry Table is displayed:
Select the required option from the dropdown list.
See Selecting / Unselecting Geometry.
See the cursor symbols in Cimatron when picking geometry.
The Pockets group of parameters are displayed in the Geometry parameter table in the following procedures: Rough Spiral, Rough Parallel, Volume Pocket, Finish Mill All, Finish by Limit Angle, Finish Horiz. Planar Area, Cleanup, Planed Cleanup, Cleanup Contours Only, Corners Plunge, Rest Milling, and Pencil.
Note: The Pockets geometric group is only displayed if you have a Pocket Manager license.
The Pocket Selection dialog is displayed. This is similar to the Pocket Manager dialog, however, it is used for selection only and not for recognizing new pockets. The geometry selected (for example, the pocket's volume, surfaces or contours) depends on the active procedure. As when the Pocket Manager is active, the pre-recognized pockets are highlighted in the graphics window.
See Pocket Output Geometry for Downstreaming, below.
|
Pocket Selection dialog: |
Pocket Selection dialog for the |
|||||||||||||||||
|
|
|
This dialog is similar to that of the Pocket Manager and the Contour Manager dialog, with differences resulting from the functionality. Note: When selecting geometry to define pockets, screen parameters may also be displayed to provide additional control over the types of geometry to be defined as pockets for a specific operation. See the Pocket Manager for various pocket selection options.
See: Pocket Selection - Corners Plunge Pocket Selection - Popup Operations
|
||||||||||||||||
|
Pocket Selection dialog when |
Pocket Selection dialog when |
|||||||||||||||||
|
|
|
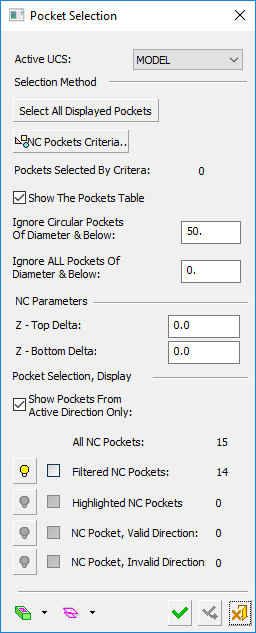
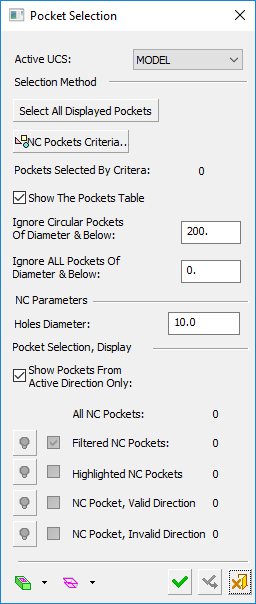
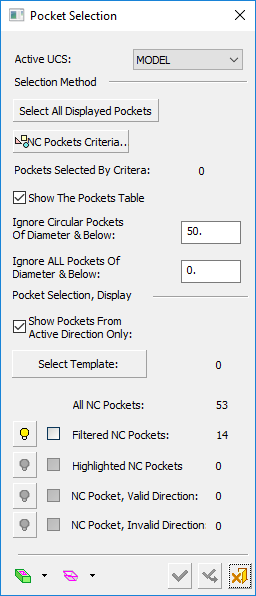
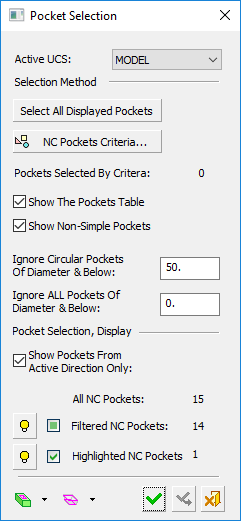
The lower part of the Pocket Selection dialog, Pocket Selection, Display, enables you to hide/show and select pockets and provides you with the following information:
|
Only show pockets created on the active UCS direction. |
|
|
Load and apply one or more NC templates to create toolpath(s)/procedure(s) in the NC Process Manager, to machine one or more pockets. The Select Template option is only displayed if there are calculated pockets in the part. |
|
|
All NC Pockets |
The number of all NC pockets detected with diameters greater than the threshold entered in the parameter Ignore Circular Pockets of Diameter & Below. |
|
Filtered NC Pockets |
The number of filtered NC pockets (the number of lines in the Pocket Table, whether or not the table is displayed). |
|
Highlighted NC Pockets |
The number of NC pockets currently highlighted in the Pocket Table (i.e,where the rows are highlighted |
|
NC Pocket, Valid Direction |
The number of NC pockets currently selected from the active UCS direction. For pocket selection in the Automated Drill procedure, the Valid Direction is defined as follows:
|
|
NC Pocket, Invalid Direction |
The number of NC pockets currently selected that are not from the active UCS direction. For pocket selection in the Automated Drill procedure, see the Valid Direction explanation above. |
Note: When the system is in pocket selection mode (for example, when selecting pockets for procedures), in addition to the selection options available in the Pocket Manager, the pockets can also be selected By Box.
Usage
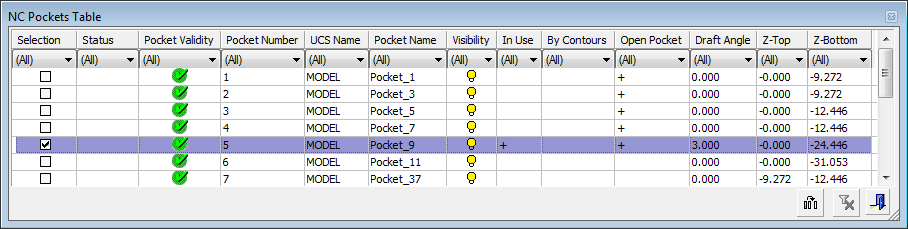
In the Pocket Selection dialog, click the Show the Pocket Table checkbox to display the NC Pocket Table dialog. This is similar to the Pocket Table displayed from the Pocket Manager, but with an additional Selection column (displayed by default) that when ON, signifies that this pocket is selected.
Pockets can be selected using any of the following methods (see the Pocket Manager for detailed information):
-
Pocket Select dialog: Use the dialog selection controls - Select all Displayed Pockets and NC Pockets Criteria.
-
Graphics display: Select pockets by picking them.
-
Pocket Table: Select pockets by picking rows. Use the sorting capabilities of the Pocket Table, as required; for example, filter all pockets with the same draft angle.
Note: A pocket is only selected for the procedure operation if the checkox in the Selection column is ON. If the checkbox is OFF, this means that the pocket has been selected for another purpose, such as Hide/Show.
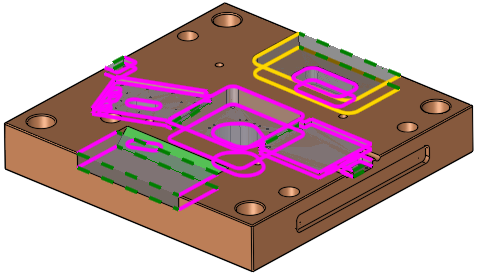
When a pocket is selected, its top and bottom contours are highlighted in yellow to signify that it has been selected for the pocket selection operation.
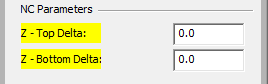
When pockets are selected in either the graphics window or the Pocket Table, the pockets are highlighted in the graphics window, and highlighted and marked as selected in the Pocket Table. In addition, the NC Parameters section of the Pocket Selection dialog are also highlighted, as shown below. In the graphics window, when a pocket is marked as selected, its top and bottom contours are highlighted in yellow.
|
|
|
Notes: Volume Pocket procedure:
-
Geometry faces from which the pockets were created, are protected from being gouged. If the Parts Safe Milling option is set to Active, all the surfaces selected in the part procedure are also protected.
-
The Volume Pocket procedure does not consider the current stock, it considers only the volumes of the selected pockets as stock to be removed.
-
The Volume Pocket procedure considers all pocket volumes as one stock, even if they are completely separated.
Pocket Output Geometry for Downstreaming
|
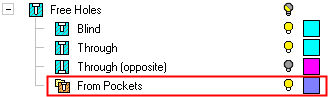
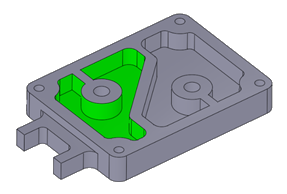
Recognition of all pockets in a Plate is a preliminary step for automating the process of pocket machining. The recognized pockets can be used in downstream procedures and templates. The relevant geometry from the Pocket feature is automatically selected by the procedure. For example, the Volume Pocket procedure takes the pocket’s volume, the Finish procedures take the surfaces and the Profile procedures (Profile Closed Contour and Profile Open Contour) take the contours and Z values. |
The image shows that, for selected pocket(s), the surfaces associated with the pocket(s) are automatically selected.
|
The following pocket geometry output rules apply.
-
When using procedures, the output from a pocket may be:
-
Its volume.
-
Its surfaces.
-
Its contours and their numeric values (as boundaries).
-
-
When pockets are selected By NC Pockets from the Contour Manager, only contours with their numeric values (heights) are output from the pocket.
-
When pockets are selected by Pockets in the Geometry parameters table, the output depends on the procedure type:
-
Rough Spiral, Rough Parallel, Volume Pocket:
-
The surfaces of selected pockets are used as part surfaces (group one).
- The volumes of selected pockets are used as Stock.
-
The contours are not used.
-
Safe Milling and Stock work in a similar way to Volume Pocket.
-
Surfaces and Contours that are selected directly (by criteria or manually) are used.
-
-
Finish, Cleanup, Rest Milling and Pencil:
-
The surfaces of selected pockets are used as part surfaces (group one).
-
These surfaces (from pockets) create Automatic Boundaries with default settings.
-
The volumes of selected pockets are not used.
-
The contours are not used.
-
Safe Milling and Stock work normally.
-