Post Process  : GPP - Post Dialog > Machine Parameters
: GPP - Post Dialog > Machine Parameters

Access: Open this function from one of the following locations:
-
Select NC Process > Post & Report > Post Process from the menu bar.
-
Click the Post Process button
in the NC
Guide. -
Click the Post Process button
in the Job
Manager. -
Right-click on an item in the Process Manager, or anywhere in the graphics window when no procedure is active, and select NC Guide Commands > Post Process from the popup menu.
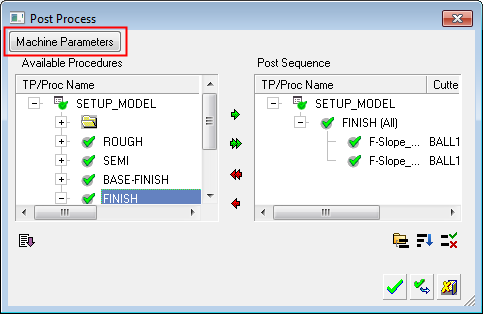
Set the GPP machine parameters.
|
In the GPP - Post Dialog, click the Machine Parameters button: |
The Machine Parameters dialog is displayed. |
|
|
|
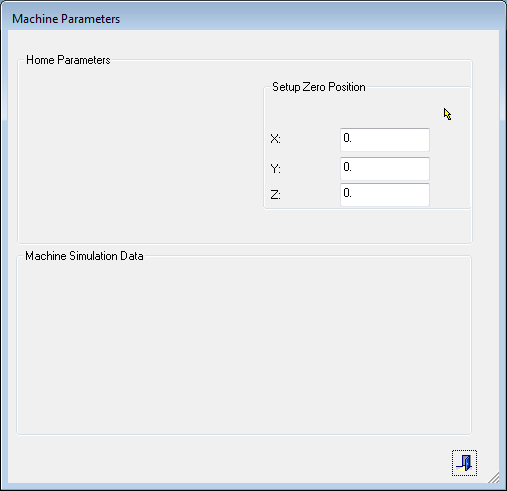
Machine Parameters > Home Parameters
|
Setup Zero Position |
This field displays the settings as defined in the NC Setup; this can be changed if required. The numbers displayed here represent the position of the part (to be machined) on the machining center, relative to a predefined UCS. You can modify the offset values to adjust the part location within the machine envelope, enabling optimal use of the available space. Define the XYZ machine zero in the coordinate system, either by directly entering the XYZ coordinates or by using the adjacent The coordinates are passed to the Post Processor in the BEGINNING OF TAPE block (X_MACH, Y_MACH, Z_MACH).
This definition is needed for Machining Simulation, but also affects the actual G-Code if being used by the specific post processor. Modifying the Reference UCS at any point (or switching between a GPP post processor to a GPP2 post processor) does not affect the numbers. Once calculated (or keyed in), they stay "as is". For GPP2, setting the displayed numbers at (0,0,0) effectively tells GPP2 to ignore them (since it means that the machine zero point is at the REF UCS zero point). This is equivalent to setting M5_USE_MACH (5X machine definition variable) to FALSE inside the post processor. |