|
|
General
General
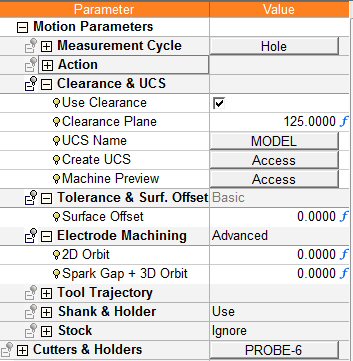
The rest of the procedure parameters behave the same as for any other procedure. Note that when measuring an electrode, the Electrode Machining parameters should be set the same as in the Machining procedures in order for the measurement procedure to address the same dimensions properly.
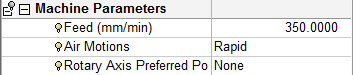
In the Machine Parameters dialog, note that there is no Spin setting, as the probe is not allowed to rotate. The Feed setting may not be needed. The measuring cycles on the machines have their own value for that. The option for Rotary Axis Preferred Position is available as for the milling procedures with the same consideration.
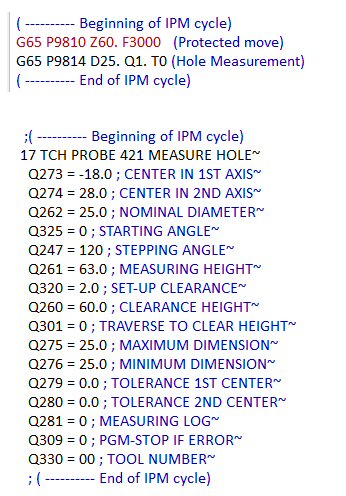
Post Processing – The following are two examples for how the Hole measurement procedure is output for FANUC (Renishaw) and Heidenhain, respectively.
As shown, there are almost no motions. The tool is pre-positioned above the measuring point and then the motions are created on the machine according to the way the cycle or macro were programmed.
The output from the Measurement procedures may also vary to suit the working methods of an individual user (more than so for milling procedures). This fact and the reasons mentioned previously, makes the involvement of the post developer greater than with regular milling procedures. It is very important to coordinate with the post developer and decide upon agreed entries for the various action optional parameters, particularly how to support the Call/Jump instructions. There is additional post development around the direct IPM output.
![]()
![]()
![]()