|
|
Feed and Spin Calculator

Access: In the Machine Parameters table, press the Access button adjacent to the Feed and Spin Calculator parameter.
The Feed and Spin Calculator dialog enables you to set relevant feed and spin parameter values in a milling or drilling procedure.
This parameter appears in the following locations:
-
For single cutter procedures - in the Machine Parameters branch of the parameter table.
-
For multiple cutter procedures (Finish and Remachine) - in the Cutters & Holders branch of the parameters table (if the Use Multiple Cutters parameter checkbox is selected).
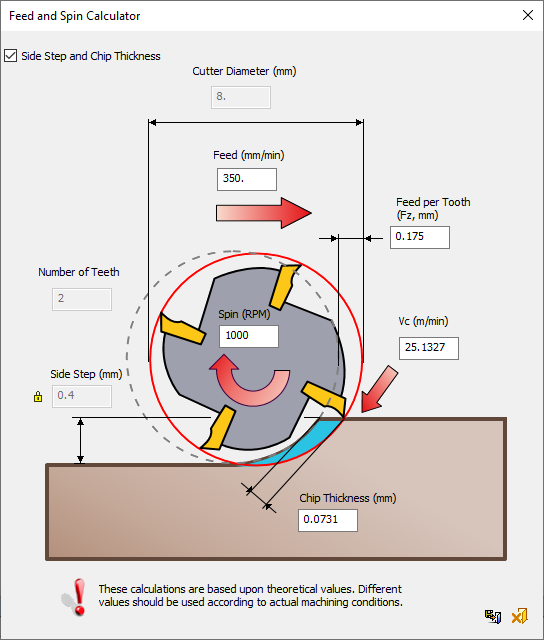
The Feed and Spin Calculator dialog is displayed. The example dialog below is for a milling procedure with the Side Step and Chip Thickness checkbox selected (for an example dialog with the checkbox unselected, see below):
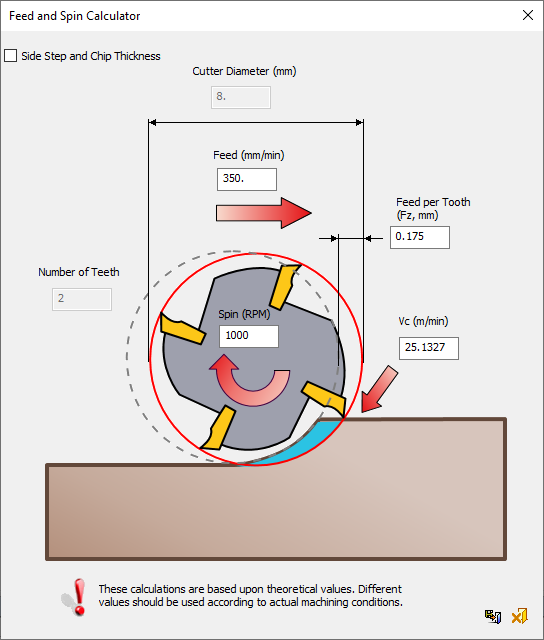
If the Side Step and Chip Thickness checkbox is unselected, the Side Step and Chip Thickness parameters are not displayed, as shown in the example below.
Example:Example:
Parameters and Buttons
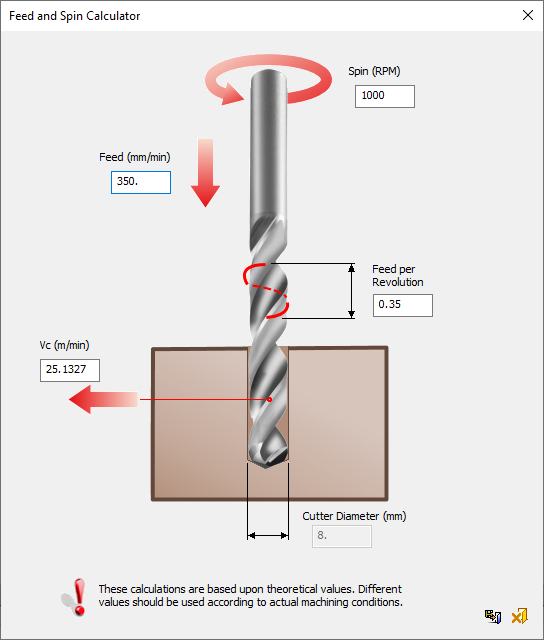
The following parameters are displayed; some parameter are common to both the Milling or Drilling Calculator dialogs and some, where specified, appear in a specific dialog:
|
Side Step and Chip Thickness |
Checkbox to view and control the Side Step and the Chip Thickness values, thereby enabling the optimization of VoluMill toolpaths. When checked, the Side Step and the Chip Thickness values are shown. The Side Step parameter is, by default, displayed with a closed lock adjacent to the grayed out value. By clicking this lock next to the Side Step box, the Side Step value can be changed; other values will be changed accordingly. The Side Step value is taken from the procedure. The Chip Thickness value is calculated. The default state of the checkbox is unchecked and the state is saved for subsequent uses. This checkbox is displayed for milling procedures that have the Side Step (or Horiz. Step or 3D Step) parameter in their Tool Trajectory branch. The checkbox is also displayed for the milling operations Profile and Pocket within the Automated Drill procedure. The checkbox is not displayed for Drilling procedures or Plunge Milling procedures. |
|
Chip Thickness |
Milling procedure only. The actual chip thickness due to the defined Side Step. |
|
Cutter Diameter |
The outermost diameter of the revolving cutting edges of the cutting tool. |
|
Feed |
The rate that either the work piece or cutting tool changes in position during the length of the cut. |
|
Feed per Tooth Fz |
Milling procedure only. The maximum thickness of chip material that each cutting edge of a tool can remove with one pass (also named Chip Load). |
|
Feed per Revolution Fz |
Drilling procedure only. The linear distance that a tool advances during one revolution of the work piece or cutting tool. |
|
Number of Teeth |
Milling procedure only. The number of cutting edges (blades) on the circumference of the cutting tool. |
|
Side Step |
Milling procedure only. The defined Side Step of the procedure. |
|
Spin RPM |
Drilling procedure only. The number of revolutions that the cutting tool does during one minute. |
|
Vc |
Cutting Speed. The maximum rate that the work piece surface and cutting tool pass each other at the point of contact (Tangential velocity of the cutting edge). |
When a parameter value is changed (and either the "Enter" keyboard button is pressed or you click another parameter field in the dialog), the relevant parameters in the dialog are calculated according to the formula descriptions below (also see the notes below).
|
|
Save and Close: Close the dialog and update the procedure parameter values with the last values displayed in the dialog. |
|
|
Cancel: Close the dialog without updating the procedure parameter values. This also occurs by pressing the "X" of the dialog. |
Notes:
-
The parameter values are displayed in the unit system of the NC file.
-
The following values are taken from the procedure:
-
Feed
-
Spin
-
Side Step
-
-
The following values are taken from the current (active) cutter of the procedure:
-
Cutter Diameter
-
Number of Teeth
-
-
The following values are calculated (see the formula descriptions below):
-
Cutting Speed (Vc)
-
Feed per Tooth (Fz)
-
Formulas
The formulas are calculated whenever one of the cells Feed, Spin, Fz, Vc, number of teeth (n), or tool diameter (D), Side Step (Step) or Chip Thickness (Chip) is changed. A cell is instantly changed when all the other cells in its equation have a valid input.
First group – F, Fz, number of teeth (n), S:
-
Fz=F/(S*n)
-
When Fz is changed (directly by the user) it affects F
-
When F, S or n are changed (directly by the user) they affect Fz
Second group – S, Vc, D:
-
Vc=S*D*π/1000 (Units are m/Min), (π = PI = 3.14…) for an NC file in the metric unit system.
-
Vc=S*D*π/12 (Units are feet/Min), (π = PI = 3.14…) for an NC file in the Inch unit system.
-
When Vc is changed (directly by the user) it affects S and the change of S affects F according to the formula F=Fz*(S*n).
-
When S or D are changed (directly by the user) they affect Vc.
Third group – Fz, D, Step, Chip:
-
Chip=Fz if Step>=0.5*D.
-
When Step equals zero Chip=0.00 and it's text box is disabled.
-
Chip=Step if:
 <=0
<=0
-
In other situations, use the formula:

-
When D, Step or Fz are changed, (directly by the user) or Fz indirectly (according to the formula F=Fz*(S*n)), they affect Chip.
Third group – Fz, D, Step, Chip – when Step is locked:
-
Fz=Chip if Step>=0.5*D.
-
When Step equals zero, Chip=0.00 and its text box is disabled.
-
When Chip is changed directly by the user, to a value outside the range Step>Chip>0, the value is not valid and the following message is displayed:
"Warning: Chip Thickness value should be smaller than the Side Step value and greater than zero". -
In other situations, use the formula:

-
When Chip is changed directly by the user, it affects Fz, and F according to the formula F=Fz*(S*n).
Third group – Fz, D, Step, Chip – when Step is unlocked:
-
When Chip is changed, directly by the user, to Zero, it only affects Step according to the formula Step=0.00.
-
When Chip is changed, directly by the user, to a value that is equal to Fz, it only affects Step according to the formula Step=0.5*D.
-
When Chip is changed, directly by the user, to a value that is bigger than Fz, it affects Step according to the formula Step=0.5*D, it affects Fz according to the formula Fz=Chip, it affects F according to the formula F=Fz*(S*n).
-
When Fz>=0.5*D AND Chip is changed, directly by the user, to a value that is Chip>=0.5*D, it affects Step according to the formula Step=0.5*D, it affects the entered value of Chip according to the formula Chip=FZ.
-
When Fz>=0.5*D AND Chip is changed, directly by the user, to a value that is Chip+Fz>=D, it affects Step according to the formula Step=Chip.
-
When Chip is changed, directly by the user, in other situations, calculate the formula:

-
-
Step=Chip if:
<=0
-
Otherwise, use the calculated value of Step.
-
|