|
|
Remachine
Remachine Milling performs Finish operations on areas where the previous cutter could not finish and is designed for the very final stages of machining. These areas are known as Remachining Areas.
Remachining Areas are created when material is left in areas where the finishing tool has not been able to remove all Surface Stock (such as in angles with a radius smaller than the radius of the previous cutting tool).
After the executing Remachining toolpaths, the part will generally be in a finished state. You may be required to use a number of Remachining toolpaths with a series of smaller tools, in order to remove all the material from Remachining Areas.
Remachine Technologies
The following Remachine technologies are available in Cimatron:
|
|
|
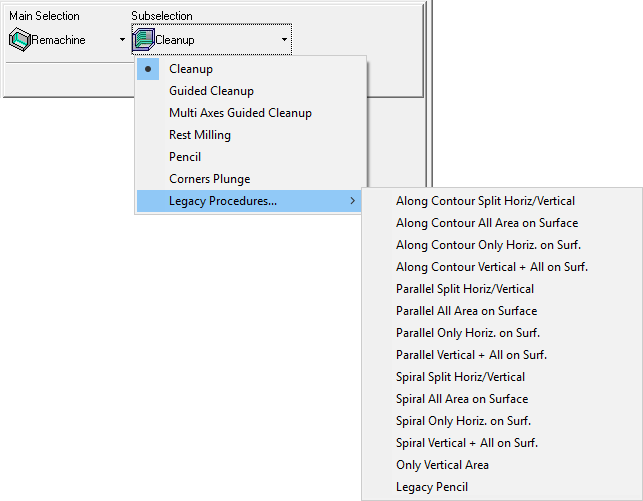
Remachine procedures |
|
Identifies and cleans unmachined areas that remain after previous machining operations. |
|
|
To enable the use of any cutter combinations, this procedure enables
the creation of auxiliary contours in the Cleanup
procedure, without creating motions. These contours can then be used later
as input to any other procedure. |
|
|
Create plunging motions with a plunge cutter at rounded corners of pockets. The pockets are created by the Pocket Manager. The plunging motions are parallel to the cylinder of the corner that may be vertical or slanted. The approach is parallel to the cylinder and the retract is horizontal. |
|
|
The Guided Cleanup procedure
ignores the direction vectors from the Remachine
Segments Table. Each segment or group of segments are milled from
the Z direction. In this case a Cleanup procedure is created for each
direction. |
|
|
The Multi Axes Guided Cleanup
procedure uses the direction vectors from the Remachine
Segments Table. This procedure tilts all motions created by a pencil
curve to the vector direction of that curve. Each segment or group of
segments are milled by the direction associated with it, making it a 3+2
Axis procedure. |
|
|
Machine one pass along all internal sharp corners in the part, as well as areas with radius of curvature smaller than the cutter radius. The results of this procedure are clean and smooth internal corners. |
|
|
Calculates the milling regions based on the Previous Cutter, allowing any cutter combination and milling those regions using the Finish Mill by Limit Angle procedure technology. |
|
|
Create alternating passes, tangent to the
milling surface. This allows for true Climb or Conventional milling. In
addition, approach and retract motions are surface tangent arcs, providing
smooth approach and retract. |
|
|
Create alternating passes, tangent to the
milling surface. This allows for true Climb or Conventional milling. In
addition, approach and retract motions are surface tangent arcs, providing
smooth approach and retract. |
|
|
Create alternating passes, tangent to the
milling surface. This allows for true Climb or Conventional milling. In
addition, approach and retract motions are surface tangent arcs, providing
smooth approach and retract. |
|
|
Create alternating passes, tangent to the
milling surface. This allows for true Climb or Conventional milling. In
addition, approach and retract motions are surface tangent arcs, providing
smooth approach and retract. |
|
|
Machine one pass along all internal sharp corners in the part, as well
as areas with a radius of curvature smaller than the cutter radius. The
results of this procedure are clean and smooth internal corners. |
|
|
Only vertical areas are milled, in constant Z down steps. |
|
|
The cutter moves in parallel motions. |
|
|
The cutter moves in parallel motions. |
|
|
The cutter moves in parallel motions. |
|
|
The cutter moves in parallel motions. |
|
|
The cutter moves in spiral motions. |
|
|
The cutter moves in spiral motions. |
|
|
The cutter moves in spiral motions. |
|
|
The cutter moves in spiral motions. |
|
Workflow
The workflow for NC Technologies consists of the following steps:
- Machine Definition. More:More:
This application enables you to construct a machine definition for the Machine Simulator. It enables defining the kinematics tree structure, the axes, and the displayed components of the CNC machine. This enables you to simulate the G-Code motions on a virtual machine that imitates the real machine behavior.
Important! This application is for use by qualified personnel only. Contact your Cimatron Provider or Reseller to get a machine definition for the Machine Simulator.
- NC Setup and Configuration. More:More:
The NC Setup enables you to predefine multiple project-related options in a single place. The NC Setup contains the general data associated with a project, such as the part material, part geometry, machining orientations, fixtures, initial stock, machine name, and post processor. The data defined in the NC Setup is later used as the default for various NC operations. For example, the defined part material is used to set different machining parameters in the cutter definition. The NC Setup parameters can be edited as required.
- Stock definition and update. More:More:
Stock is a 3X procedure used to represent the stock material from which the final part will be produced. Remaining stock is calculated after each procedure so that cutter motions can be optimized upon the current stock status. Stock is also used by the Simulator and Verifier. The remaining stock can be displayed at any time after any executed procedure (the procedure must have a  status flag).
status flag).
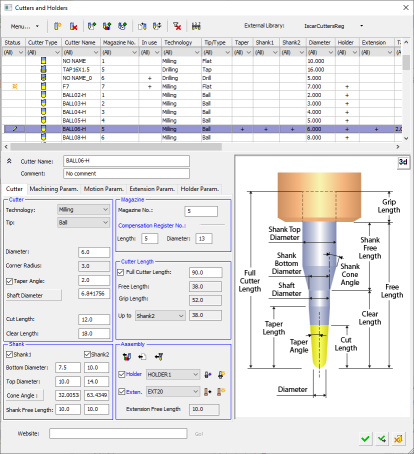
- Cutters and Holders definition. More:More:
Select a cutter for a procedure, define cutters and holders, and set machine and motion parameter defaults for specific cutters.
- Procedure selection. More:More:
Create a Procedure in the active toolpath. A Procedure is a set of cutter movements that conform to a specific machining technology. One or several Procedures can comprise a toolpath.
See Technologies, below.
- Geometry definition. More:More:
The Geometry Parameters define the geometrical entities to be used during the procedure operation.
- Review and output of the toolpath. More:More:
Once the toolpath is created and the procedure has been executed, perform operations on the toolpath to display and analyze the toolpath or edit cutter motions (Navigator, Global Filter, Motion Editor).
The Machining Simulation tools offer a combined environment for machining simulation that includes the following capabilities: material removal simulation, machine simulation, and verifier. These tools enable you to simulate and verify your NC toolpaths and procedures before implementing them on the shop floor.
- Report. More:More:
The NC Report is a file that provides various information about a set of selected procedures. This information includes details about the project and provider, as well as toolpaths, procedures (including multi-cutter information), and parameters.
A Cimatron Post Processor is a program that translates Cimatron NC (Numerical Control) data (toolpaths and procedures) into specific CNCCNC machine tool commands (machine code). These commands are known as Posts or G-Code programs (see the Glossary for additional information on G-Code).
Important: This application is for the use of qualified personnel only. Contact your Cimatron Provider or Reseller to create the appropriate G-Code.
|