|
|
Machining Simulation  : Dialog Usage/Parameters
: Dialog Usage/Parameters

Access: Open this function from one of the following locations:
-
Select NC Process > Simulation > Machining Simulation from the menu bar.
-
Click Machining Simulation
in the NC Guide Toolbar. -
Click Machining Simulation
in the Job Manager. -
Right-click on an item in the Process Manager, or anywhere in the graphics window when no procedure is active, and select NC Guide Commands > Machining Simulation from the popup menu.
The parameters in the Machining Simulation dialog are described below.
Set the values you wish to use then click OK ![]() . The dialog is closed and the Simulation tool is displayed.
. The dialog is closed and the Simulation tool is displayed.
|
Accurate and Quick mode parameters |
Super Turbo mode parameters |
|
|
|
Dialog structure
This dialog is divided into the following areas:
- Available procedures / Sequence panes - select and reorder procedures
- Simulation dialog parameters
- Simulation dialog buttons
Run a Simulation
To run the Simulation tool;
-
StartStart the Machine Simulation.
-
In the Machining Simulation dialog, set the required parameters.
-
Click OK
 . The simulator window is displayed.
. The simulator window is displayed.Note: After the simulator window is displayed, Cimatron Help is available either via the menu bar or by pressing F1.
Simulation dialog parameters
The parameters that are available depend upon which of the following simulator modes you have selected: Standard, Quick, or Super Turbo (for additional information on each mode, click the relevant link).
|
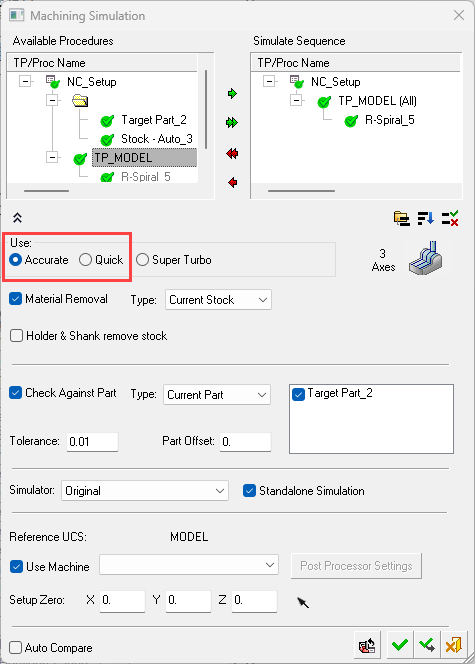
The Accurate and Quick modes are used for the following (depending on the options selected):
The Accurate mode is the most accurate simulation, taking the required amount of time to achieve the high quality results. The Quick mode is a faster simulation with looser tolerances. Quick is the default mode. |
|
|
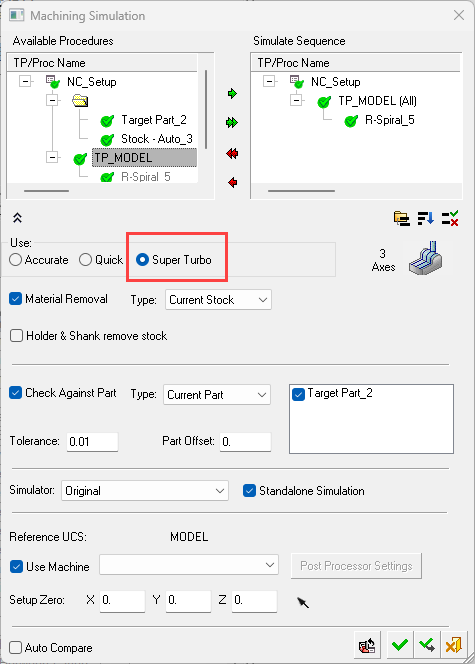
The Super Turbo mode is used for:
The Super Turbo mode is the fastest simulation with the loosest tolerances; it provides you with an indication of whether there are likely to be any major problems in the material removal process. Note that this mode is only available for 3-axis machining and only for material removal simulation; it cannot be used for machine simulation. |
On the right of the simulation mode selection there is an informative icon, which changes according to the procedure selection and notifies whether 3X or 5X procedures are about to be simulated. If 5X procedures are selected, the Super Turbo mode is not available.


Parameter types
Material Removal
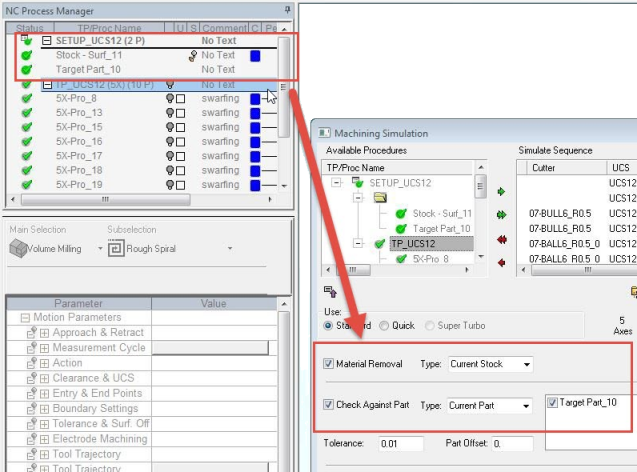
This checkbox is available for all the Machining Simulation modes - Accurate, Quick, and Super Turbo. Depending on the simulation mode selected (see above), this option offers 3 and 5 axes material removal simulation (working on the original motions of the procedures). By default, the last used settings are displayed.
Note: Use the NC Setup to save time in Simulation setup. Keeping your stock and part settings under the NC Setup in the Procedure Manager (and not inside the toolpaths) automatically checks ON the simulation screen boxes for Material Removal and Check Against Part, eliminating the need to manually check these boxes.
ExampleExample
When this checkbox is marked  , check the material removal against the stock. All machine components are always checked against the stock. When ON
, check the material removal against the stock. All machine components are always checked against the stock. When ON  , this displays the following parameters that define the stock used for the simulation:
, this displays the following parameters that define the stock used for the simulation:
Type
Select the type of stock to be used from a dropdown list of options. The following options are available:
|
Current Stock |
The "closest" stock procedure is used. See the example below. You must specify an output file name; the default name is cimstock.stl and can be changed. Consider the following set of toolpaths:
|
||||||||||||
|
External Stock |
Choose an external *.stl file to be used as stock. See Remaining Stock for more information.
|
||||||||||||
|
Reuse Last |
Reuse the last defined stock. In this case, the existing cimstock.stl file is used. The system displays the date and time that this stock was last modified. |

Check Against Part
This checkbox is available for all the Machining Simulation modes - Accurate, Quick, and Super Turbo. This option offers simulation against a part (this part is used to compare against the machined part). By default, the last used settings are displayed.
Note: Use the NC Setup to save time in Simulation setup. Keeping your stock and part settings under the NC Setup in the Procedure Manager (and not inside the toolpaths) automatically checks ON the simulation screen boxes for Material Removal and Check Against Part, eliminating the need to manually check these boxes.
ExampleExample
When this checkbox is marked , check against a part (this part is used to compare against the machined part). By default, the last used settings are displayed. When ON , this displays the following parameters that define the part used for the simulation:
Type
Select the type of part to be used from the dropdown list of options. The following options are available:
|
Current Part |
The current part procedure is used and saved as file name cimpart.stl in the folder: \Cimatron\Data\VERIFY_DIR\. The system displays the name of the current part. For example: The Current Part definition is as follows:
|
||||
|
External Part |
Choose an external stl file to be used as a part. For example: See Remaining Stock for more information. |
||||
|
Reuse Last |
Reuse the last defined part. In this case, the existing cimpart.stl file is used. The system displays the date and time that this stock was last modified. For example: |
||||
|
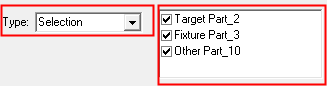
Selection |
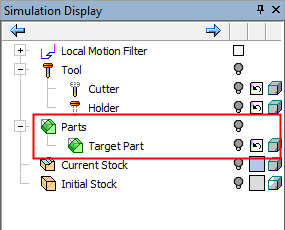
Select one or more of the part procedures in the current elt file to define the part. A single stl file is created containing all the faces of the selected part procedures. A checkbox list is displayed showing all the part procedures in the current elt file. Select one or more of these part procedures. The defined part consists of all the faces of the selected part procedures and is saved in a single stl file: cimpart.stl. The Selection option creates one object from all the selected Part procedures; it is regarded as one object in the simulation checks and problem reporting. The display of this one object is controlled by one tree node in the Simulation Display pane in the Simulator.
Note: For a definition of each of these part procedure types, see Creating a Part. |
||||
|
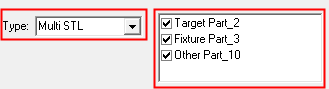
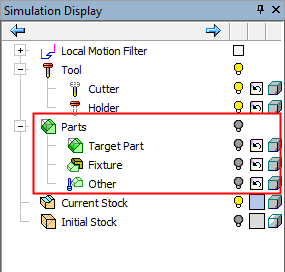
Multi STL |
Select one or more of the part procedures in the current elt file to define the part. Multiple stl files are created according to the type of part procedure selected. Each of these stl files contain all the faces of the appropriate type of part procedure selected. A checkbox list is displayed showing all the part procedures in the current elt file. Select one or more of these part procedures. The defined part consists of all the faces of the selected part procedures and is saved in multiple stl files:
The Multi STL option creates multiple objects from the selected Part procedures; they are regarded as multiple objects in the simulation checks and problem reporting. The display of these objects is controlled by multiple tree nodes in the Simulation Display pane in the Simulator.
Note: For a definition of each of these part procedure types, see Creating a Part. |



Tolerance
Define the toolpath tolerance for the simulation. This is also used as a threshold for gouge checking as any gouges are displayed in red.
The default is 0.01 mm / 0.0004 inch.
Note that this tolerance affects a number of things:
-
Accuracy of the exported Part STL geometries, which are used for simulation (~ Tolerance x 0.25).
-
The guideline accuracy range in which the Standard engine works.
-
Density of the "pins" that are used to represent the stock in Turbo(3X) simulation mode.
-
Detection threshold default value (Tolerance x 1.6). This value can be changed within the simulator.
-
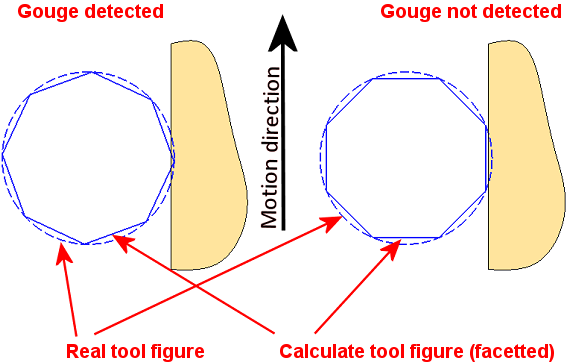
The representation of the tool. The simulated tool is represented as a polygon, and there is an automatic calculation for that. The calculated value can be up to 10 times the set tolerance and never less than 20 polygon edges. This value can be changed manually within the simulator.
The fact that the tool is actually considered as a polygon rather than its true round shape is the same in most simulators.
This might cause some detection accuracy issues. Depending of the angle of the polygons and the motion direction in reference to the part geometry, some gouges will not be detected. Note that in reality the calculated representation of the tool is not as coarse as seen in the below image. This image is a schematic representation of the accuracy issues.
ExampleExample
Part Offset
Sets a safety clearance for the collision check between machine components and the part.
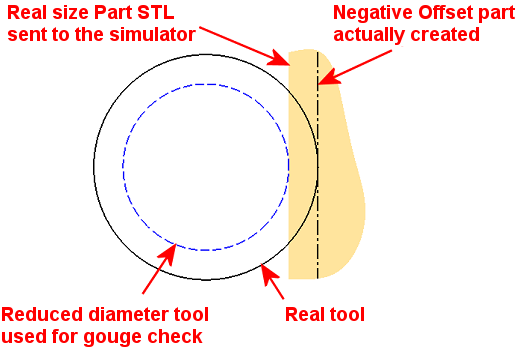
Define the part offset against which you wish to perform the gouge checking and remaining material reporting.
The default is 0 mm / inch.
The Part STL file is always created in the exact size it is designed in Cimatron. When an offset other than zero is set, the simulator engine imitates a different Part by changing the tool diameter accordingly.
ExampleExample
Simulator
Sets the simulator to use―Two are available, Original and ModuleWorks.
-
The Original simulator offers Accurate, Quick, Super Turbo modes.
-
The ModuleWorks simulator offers Accurate only.
The Standalone Simulation checkbox is deselected if you select ModuleWorks.
Reference UCS
This option is only available if the Accurate or Quick mode is selected for the Original simulator.
This option is grayed out if;
- the ModuleWorks simulator is selected,
- Super Turbo mode for the Original simulator is selected.
This option displays the following parameters that define the machine, UCS and setup zero used for the machine simulation:
|
Reference UCS |
This field displays the settings as defined in the NC Setup; this can be changed if required. Define the Reference UCS on which the current operation is to be based from a dropdown list of all the UCSs in the current ELT file. This Reference UCS enables you to define a different UCS as required; for example, when a different clamping situation is necessary, typically "Machining from TOP" and "Machining from BOTTOM". In the example below, the orange surface will be machined from above and the green area from the side. Because it is machined from another orientation, the green surface toolpath has different motion limits, which are based on its own separate UCS.
The Reference UCS is also important in the posting process where it defines the reference point and reference axes direction for the whole posting process. All other UCS's and tool points are defined relative to the Reference UCS. The Reference UCS is also used by the Setup Zero. Note: To ensure that the designed part is properly placed and oriented in the machine simulator environment, the part procedure must be according to the Model UCS and the machine's Reference UCS must also be set to the Model UCS. |
Use Machine
This checkbox is available for the following Machining Simulation modes - Accurate and Quick. This option offers 3 and 5 axes machine simulation (working on the G-Code motions generated by the post processor).
Selecting this box displays the following parameters that define the machine, UCS, and setup zero used for the machine simulation:
|
Machine |
This field displays the name of the machine which is selected for the machining process. If a machine was defined in the NC Setup, the same machine is displayed; however, it is possible to select a different machine. Select the type of CNC machine to be used from a dropdown list of options. For example:
Note: To add CNC machines to the library, contact your Cimatron Provider or Reseller. |
|
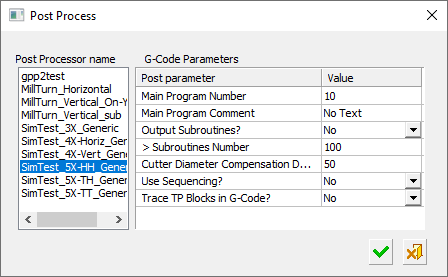
Post Processor Settings |
Define the post processor settings. This option displays the post processor settingspost processor settings dialog, enabling you to change them as required.
The machine simulation is through GPP2. The post processor and the machine are set to be linked together. The simulation can be invoked here or from the Job Manager. In both cases, GPP2 creates the motion data file for the simulation. Each post has an interaction setting which influences the output. The Post Processor Settings button enables access to the post interaction. If this button is displayed in REDdisplayed in RED, this means that the post settings are not complete (either they do not exist or they do not fit the machine - for example, a 3-axis post to a 5 axis machine). Click and set the post processor settings.
|
|
Setup Zero |
This field displays the settings as defined in the NC Setup; this can be changed if required. The numbers displayed here represent the position of the part (to be machined) on the machining center, relative to a predefined UCS. You can modify the offset values to adjust the part location within the machine envelope, enabling optimal use of the available space. Define the XYZ machine zero in the coordinate system, either by directly entering the XYZ coordinates or by using the adjacent The coordinates are passed to the Post Processor in the BEGINNING OF TAPE block (X_MACH, Y_MACH, Z_MACH).
This definition is needed for Machining Simulation, but also affects the actual G-Code if being used by the specific post processor. Modifying the Reference UCS at any point (or switching between a GPP post processor to a GPP2 post processor) does not affect the numbers. Once calculated (or keyed in), they stay "as is". For GPP2, setting the displayed numbers at (0,0,0) effectively tells GPP2 to ignore them (since it means that the machine zero point is at the REF UCS zero point). This is equivalent to setting M5_USE_MACH (5X machine definition variable) to FALSE inside the post processor. |

Other Parameters
Other parameters are displayed at the bottom of the dialog. These parameters are:
Auto Compare
This option appears at the bottom of the dialog.
|
Auto Compare |
When this checkbox is marked |
Standalone Simulation
This option appears at the bottom of the dialog.
|
Standalone Simulation |
The simulator is, by default, loaded as an additional application inside the current Cimatron session. When this checkbox is marked There are at least two possible reasons for simulating in standalone mode:
|
Simulation Dialog Buttons
The following buttons appear at the bottom of the dialog:
|
|
Reload all NC Setup Settings: Reload the settings defined in the NC Setup that are relevant to this dialog. |
|
|
OK: Accept the changes, perform the operation, and close the current dialog/task. When OK is pressed, the Simulation tool is invoked. |
|
|
Apply: Accept the changes, perform the operation, and keep the current dialog/task open. |
|
|
Cancel: Cancel all changes and close the dialog/task without saving the settings. |

|