|
|
NC Preferences > Procedure Parameter Defaults

Access: Invoke this function from one of the following locations:
-
Select the Preferences button
 from the Quick Access Toolbar, or
from the Quick Access Toolbar, or -
Select Tools > Main Tools > Preferences from the menu bar.
Navigate to NC > Procedure Parameter Defaults.
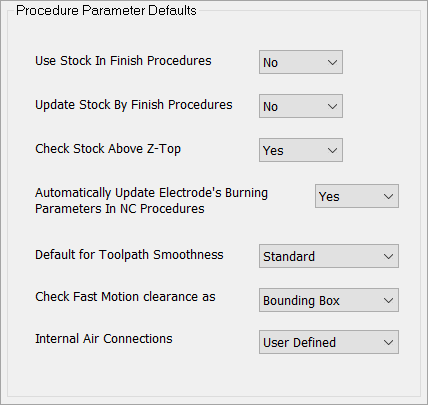
Set defaults for NC procedure parameters.
The Procedure Parameter Defaults dialog is displayed.
Interaction
-
Set the required parameter defaults for NC procedures.
|
Use Stock in Finish Procedures |
Set the option to use the stock in Finish procedures (Finish, Cleanup, and Pencil). Select the required option from the dropdown list.
This default setting is used by the parameter, Consider Previous Stock. |
||||
|
Update Stock by Finish Procedures |
Set the option to update the stock in Finish procedures (Finish, Cleanup, and Pencil). Select the required option from the dropdown list.
This default setting is used by the parameter, Update Remaining Stock. |
||||
|
Check Stock Above Z-Top |
Set the default option for the Check Stock Above Z-Top parameter in the Z-Limits parameter table. |
||||
|
Automatically Update Electrode's Burning Parameters in NC Procedures |
Define whether the electrode burning parameters (set in the EDM Setup) are automatically updated in NC procedures. The following dropdown list of options is available:
|
||||
|
Default for Toolpath Smoothness |
Set the default parameter option for how toolpath (TP) points are distributed along a machining pass. The following dropdown list of options is available:
This default setting is used by the parameter Toolpath Smoothness. |
||||
|
Check Fast Motion Clearance as |
Define the default method for calculating the Z height clearance of fast motions. The following options are available in the dropdown list:
This parameter appears in the Clearance & UCS parameter table. |
||||
|
Internal Air Connections |
Define the default feed value for fast air connections in roughing procedures to reduce machining time. Select the required option from the dropdown list.
This parameter is used with the following procedures:
|
Note for Use/Update Stock: The defaults for all NC procedures is to use and to update the stock. These defaults provide a high level of security by preventing collisions between the tool and its holder with the actual remaining stock.
However, you may wish to control these defaults in Finish operations (Finish, Cleanup, and Pencil) for the following reasons:
-
-
-
The remaining stock is almost zero so using and updating it does not change anything.
-
Using the stock makes the calculation time longer.
-
Using the stock "links" between the operations so when a procedure is changed, all subsequent procedures get the stock not updated flag ("R" symbol) although, in effect, nothing has changed.
-
Finish procedures that do not use the stock can run in parallel on the SuperBox.
-
-
-
Press the appropriate approval option.
Electrode Burning Parameters in NC Procedures
The process for automatically updating electrode burning parameters in NC procedures is as follows:
In an electrode file, set the electrode burning parameters in the EDM Setup.
In an NC file, load the electrode file (Load Model from the NC Guide Toolbar).
In the NC Preferences > Procedure Parameter Defaults, select YES for the option, Automatically Update Electrode Burning Parameters in NC Procedures.
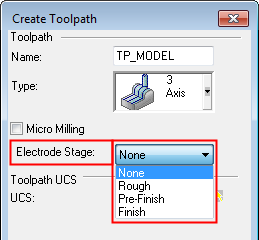
When creating a toolpath in NC, the Electrode Stage option with the burning stage dropdown list is displayed. Select a burning stage for the TP (e.g., Rough).
Create a relevant procedure.
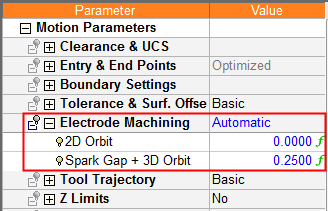
Set the Electrode Machine parameter branch to Automatic. The parameter values have been filled automatically with those set in the EDM Setup.
Example:
|
EDM Setup - Electrode burning stage parameters: |
NC - Electrode burning stage dropdown in the Create TP stage: |
|
|
|
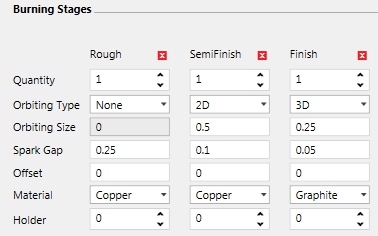
The following values are set for each burning stage:
|
Burning Stage |
Orbiting Type |
Orbiting Size |
Spark Gap |
Offset |
|
Rough |
None |
0 |
0.25 |
0 |
|
Semi-Finish |
2D |
0.5 |
0.1 |
0 |
|
Finish |
3D |
0.25 |
0.05 |
0 |
In the NC procedure:
|
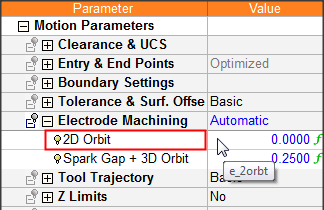
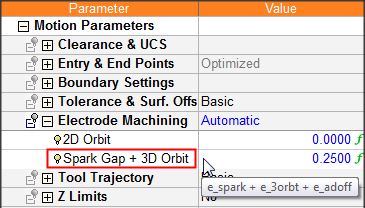
Electrode burning stage parameter values are automatically transferred to the NC procedure (the example below is from the Rough stage shown above): |
The variables listed below are extracted from the electrode burning parameters and updated in NC procedures: |
|
|
e_2orbt (2D Orbit)
|
|
Move the cursor over the parameters to display the formulas that are behind the calculations. |
|
|
|
|
Reminder: The following values are set for each burning stage:
|
Burning Stage |
Orbiting Type |
Orbiting Size |
Spark Gap |
Offset |
|
Rough |
None |
0 |
0.25 |
0 |
|
Semi-Finish |
2D |
0.5 |
0.1 |
0 |
|
Finish |
3D |
0.25 |
0.05 |
0 |
Semi-Finish
For the Semi-Finish stage, the NC parameters would be:
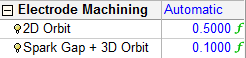
2D Orbit = e_2orbit = 0.5 (2D Orbit value)
Spark Gap + 3D Orbit = e_spark+e_3orbt+e_adoff = 0.1 (0.1 [Spark Gap] + 0 [No 3D Orbit] + 0 [No Additional Offset]).
Finish
For the Finish stage, the NC parameters would be:
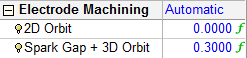
2D Orbit = e_2orbit = 0 (No 2D Orbit)
Spark Gap + 3D Orbit = e_spark+e_3orbt+e_adoff = 0.3 (0.05 [Spark Gap] + 0.25 [3D Orbit value] + 0 [No Additional Offset]).
|